Alluminio
Scarto
Zero
Il Primo Metodo Certo per Abbattere gli Scarti nella Fonderia di Pressofusione

Il Primo Metodo Certo per Abbattere gli Scarti nella Fonderia di Pressofusione

Ultima chiamata per la prima fase: se sbagli le termiche la comprometti irrimediabilmente.
Oggi esistono strumenti decisamente interessanti e performanti che ti mettono in condizione di navigare con un buon radar in mezzo alla nebbia assoluta.
Puoi controllare le termiche delle macchine, puoi verificare la correttezza dei parametri di iniezione, è possibile correggere derive produttive degli impianti per portare i tuoi costi di produzione a livelli adeguati, puoi interagire con il software di controllo qualità delle presse.
Nelle precedenti lezioni ho cercato di farti capire quanto sia importante gestire la prima fase in maniera corretta: riuscire a partire con un profilo di iniezione non problematico (ovvero, ridurre al minimo le potenziali turbolenze già in prima fase è fondamentale per il risultato finale) ti permette di iniziare il riempimento delle impronte con un notevole vantaggio.
Ma cosa devi fare per attivare un profilo di iniezione di buon livello?
Puoi capire che stiamo chiedendo alla macchina performance molto precise.
Ti assicuro che puoi arrivare ad ottenere un profilo di iniezione in prima fase con queste caratteristiche solo ed esclusivamente ad una condizione.

(Immagine di Daniel Eledut su Unsplash)
Proseguiamo con il nostro corso.
Cerchiamo di capire quanto è importante essere arrivati alla velocità di seconda fase corretta dopo aver eseguito correttamente anche tutta la prima fase.
Manca solo una piccola ma fondamentale cosa da sapere: anche il passaggio dalla prima alla seconda fase fa la differenza per ottenere fusioni di qualità tecnicamente elevata.
Prima di entrare nel dettaglio, vorrei sfatare alcuni miti, alcune idee, alcuni concetti: qualche anno fa gli impianti si ordinavano facendo un paio di ragionamenti che oggi sono palesemente superati.
Come ti dicevo, oggi la situazione è palesemente cambiata: devi guardare altre cose, molto più importanti e molto meno conosciute.
Questa premessa mi serve per fare una semplicissima considerazione.

La scorsa settimana ci siamo occupati della prima fase del profilo di iniezione delle tue presse.
Non siamo entrati nel dettaglio riguardo i parametri di lavoro della macchina.
Ora desidero chiarirti qualche aspetto in più riguardo la velocità e la pressione che il pistone deve assumere durante il movimento associato alla prima fase.
È incredibile come alcuni semplici dettagli possano generare risultati decisamente differenti sulle fusioni: ecco alcuni trucchi che fanno parte del mio bagaglio personale, della mia esperienza, delle mie ricerche in fonderia, dei miei errori, della mia rivincita personale e della mia passione più grande: l’analisi scientifica del processo.
Come anticipato la scorsa settimana, la prima fase è determinante per evitare di raggiungere gli attacchi di colata con il materiale troppo freddo (una esecuzione troppo lenta della prima fase è deleteria in questi termini) o per evitare di avere pezzi non compatti per la presenza eccessiva di aria al loro interno (una velocità eccessiva di prima fase può portare a questo spiacevole effetto collaterale).
Cosa possiamo dire riguardo la pressione?
Anche in questo caso vale una regola di ottimizzazione del profilo di iniezione della pressa per quanto riguarda la pressione esercitata dal gruppo iniezione.
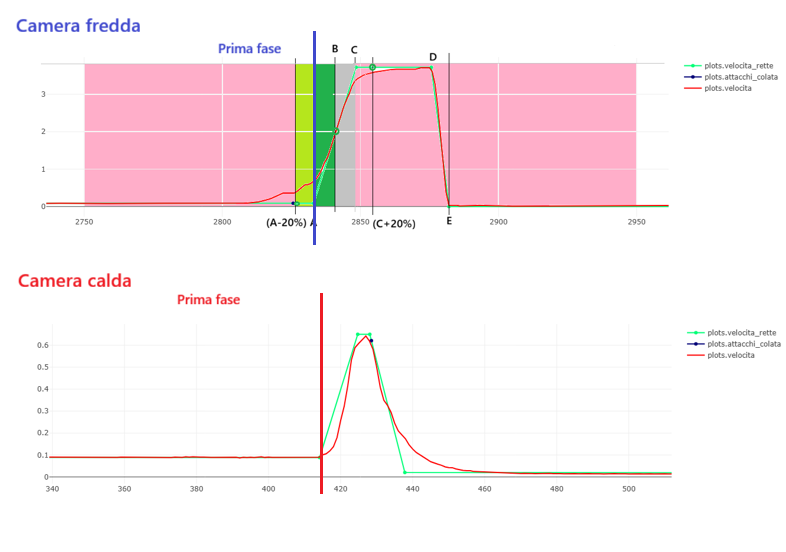
Per farti capire meglio di cosa sto parlando, ti invito ad osservare con attenzione il diagramma che trovi qui sotto.
Si tratta di un diagramma che rappresenta le curve di iniezione scaricate da una pressa a camera calda da 190 ton.
È fondamentale sapere a cosa serve la prima fase.
È proprio in questo momento che può materializzarsi un disastro produttivo di portata enorme, uno scarto percentuale a doppia cifra, una potenziale non conformità evitabilissima, se tu fossi a conoscenza di alcune informazioni decisamente importanti.
A cosa serve realmente la prima fase, considerata da molti una fase non intrinsecamente legata ad aspetti qualitativi dei pezzi?
Perché esiste e come deve essere programmata la pressa per eseguire una prima fase corretta che ottimizza tutto il restante profilo di iniezione?
Ecco subito una prima risposta.
Sembrerebbe una cosa innocua e molto semplice da realizzare, ma non è così.
È necessario programmare l’iniezione della pressa affinché vengano rispettati alcuni requisiti durante il percorso di attraversamento del condotto di iniezione da parte della lega allo stato liquido (sto parlando di sifone, prolunga e parte della stampata per le macchine a camera calda e di contenitore e parte della stampata per le macchine a camera fredda).
Ora ti svelo i 3 segreti per programmare la tua pressa in maniera adeguata affinché questa fase venga eseguita correttamente.
Il processo deve essere innanzitutto gestito in maniera tale da garantire un ottimo equilibrio termico durante la fase di riempimento.
Se arrivi agli attacchi di colata con il materiale freddo hai già compiuto un deciso salto nel vuoto durante la fase di riempimento dei pezzi.

Proprio così: desidero regalarti un corso online sulla pressofusione.
È estremamente difficile trovare le risposte a interrogativi tecnici di progettazione degli stampi o di regolazione scientifica del processo, oppure capire l’origine segreta di alcuni problemi qualitativi che ti possono perseguitare da molti anni.
Se sei indeciso, potresti provare a valutare la sequenza di domande, di spunti di riflessione, di titoli, ai quali potresti ispirarti per cercare le risposte che stai cercando da molto tempo.
Sei pronto?
Sai a cosa serve la prima fase?
Se sbagli la prima fase può succedere un disastro
Pressione e velocità ottimali per la prima fase
Se sbagli la prima fase, la seconda è inutile
Quanto è importante l’accumulatore per gestire bene la seconda fase?
Quale velocità deve avere il pistone in seconda fase?
Cosa accade alla pressione durante la seconda fase?

Nel mondo attuale della fonderia di pressofusione zama non esiste un collegamento preciso tra chi progetta e/o simula lo stampo e l’ufficio tecnico che decide lo standard qualitativo del progetto, pertanto tutto si ferma negli uffici di progettazione.
Ma cosa succede quando lo stampo viene portato in fonderia e il processo deve essere perfettamente regolato attraverso i migliori parametri disponibili sulla macchina?
Difatti è chiaro che la maggior parte degli operatori macchina ha una scarsa conoscenza delle potenzialità dell’impianto.
La cosa interessante è che sfruttano solo il 40% del potenziale delle macchine per pressofusione zama, fermandosi all’utilizzo dei parametri base.
Questo perché quasi mai i costruttori, durante la fase di installazione hanno tempo sufficiente da dedicare a corsi di formazione completi agli operatori; mentre altri ti vendono l’impianto e ti salutano lasciandoti completamente nella…
Ciò porta ad avere il processo fuori controllo e la conseguenza è una produzione ad alto scarto che potrebbe danneggiare il tuo conto economico e soprattutto la tua reputazione come azienda fornitrice.
La parte interessante è che in un processo multistadio (fusione, vibrofinitura, pulimentatura, rivestimento galvanico, ossidazioni chimiche, verniciatura, ecc…), a fronte di un problema, è molto difficile, se non impossibile, capirne e risolverne la causa.
Difatti, con gli strumenti disponibili oggi, e con la mancanza di collegamento tra l’ufficio di progettazione e la fonderia, ecco come si cerca di controllare le macchine in maniera poco funzionale ad abbassare la percentuale di scarto.
L'esperto nella riduzione degli scarti nel processo di pressofusione
