LEZIONE 4: SE SBAGLI LE TERMICHE COMPROMETTI IRRIMEDIABILMENTE LA PRIMA FASE
Ultima chiamata per la prima fase: se sbagli le termiche la comprometti irrimediabilmente.
Oggi esistono strumenti decisamente interessanti e performanti che ti mettono in condizione di navigare con un buon radar in mezzo alla nebbia assoluta.
Puoi controllare le termiche delle macchine, puoi verificare la correttezza dei parametri di iniezione, è possibile correggere derive produttive degli impianti per portare i tuoi costi di produzione a livelli adeguati, puoi interagire con il software di controllo qualità delle presse.
Nelle precedenti lezioni ho cercato di farti capire quanto sia importante gestire la prima fase in maniera corretta: riuscire a partire con un profilo di iniezione non problematico (ovvero, ridurre al minimo le potenziali turbolenze già in prima fase è fondamentale per il risultato finale) ti permette di iniziare il riempimento delle impronte con un notevole vantaggio.
Ma cosa devi fare per attivare un profilo di iniezione di buon livello?
Il pistone dovrebbe partire dolcemente (se possibile con una rampa), ad una velocità molto bassa (ad esempio prossima a 0,06 – 0,1 m/s), con una pressione relativamente bassa (sicuramente inferiore alla pressione di linea della macchina) e dovrebbe avere una durata lunghissima (l’accelerazione verso la seconda fase dovrebbe iniziare il più tardi possibile).
Puoi capire che stiamo chiedendo alla macchina performance molto precise.
Ti assicuro che puoi arrivare ad ottenere un profilo di iniezione in prima fase con queste caratteristiche solo ed esclusivamente ad una condizione.
La gestione termica della tua pressa (sto parlando di forno, sifone o contenitore, prolunga – se esiste – e stampo) deve essere impeccabile!
Se così non fosse, cosa potrebbe accadere di particolarmente spiacevole nel corso della prima fase?
La lega potrebbe arrivare in prossimità degli attacchi di colata ad una temperatura troppo bassa e saresti costretto a modificare il profilo di iniezione in prima fase (ad esempio introducendo un gradino, aumentando la velocità di prima fase, anticipando l’intervento della seconda fase ecc…) in maniera del tutto anomala, compromettendo di fatto l’integrità della tua stampata.
Ora ti mostro un paio di esempi, che attestano come quello che ti sto dicendo sia drammaticamente vero.
Dico drammaticamente perché in alcuni casi (soprattutto per i pezzi estetici), dopo aver prodotto una fusione che ti è costata qualche centesimo e dopo aver speso qualche frazione di Euro per le finiture, sei costretto a gettare nell’immondizia buona parte della produzione con un danno economico pesantissimo.
Ti riporto un esempio di termoregolazione di un forno di un impianto a camera calda alimentato con un caricatore automatico di lingotti di zama.
La misura effettuata è legata a differenti giorni di rilevazione.

Ti faccio subito notare che l’escursione termica delle temperature registrate è di ben 35°C, una enormità.
Naturalmente, non esiste solo un limite inferiore da non superare (infatti la temperatura di solidificazione della lega è molto vicina a circa 387°C), ma esiste anche un limite superiore, oltre il quale le caratteristiche chimiche della zama tendono ad alterarsi molto rapidamente.
Se con un caricamento automatico controllato puoi trovarti di fronte ad una escursione termica così importante, puoi immaginarti come possano peggiorare drasticamente le condizioni di lavoro di una pressa il cui forno viene caricato manualmente.
Per renderti conto di come peggiora drasticamente la situazione, ti allego un esempio di escursioni termiche registrate su una pressa caricata manualmente.

Attenzione, perché in questo caso la situazione può diventare totalmente ingestibile.
Nell’esempio che ti ho riportato puoi notare che l’escursione termica del forno può arrivare addirittura a 70° C raggiungendo una temperatura pericolosissima di circa 390° C, prossima a quella di solidificazione della lega.
Se già nel forno ti trovi a questa temperatura, in quali condizioni termiche stanno lavorando sifone, prolunga, puntalino e stampo?
Pensi di poter gestire correttamente i parametri di lavoro della prima fase lavorando in queste condizioni operative?
Ha senso il profilo di iniezione che la macchina genererà in seconda fase?
Per riuscire ugualmente a lavorare sei costretto a modificare i parametri di iniezione della pressa, generando un profilo di velocità e di pressione problematico al punto di stampare pezzi con una percentuale elevatissima di scarto che, nel caso più fortunato, puoi intercettare in fonderia e rifondere a costi contenuti, o scartare dopo le finiture con un pesante danno economico, o, peggio ancora, inviare al cliente senza sapere che riceverai una non conformità di prodotto devastante.
Se la pressofusione è un processo produttivo che lavora necessariamente ad elevate temperature e non hai perfettamente sotto controllo questi parametri di lavoro, non puoi andare molto lontano.
La zama è una lega molto critica dal punto di vista della sua gestione termica: basta una piccola variazione dei parametri di lavoro per creare danni pesanti alla composizione chimica della lega o per riempire le cavità dello stampo a temperature tali da rendere il pezzo non più idoneo per la sua commercializzazione.
Per questa ragione, vorrei cercare di approfondire insieme a te alcuni concetti, cercando capire come e dove intervenire sulle termiche del processo, per avere i parametri produttivi perfettamente sotto controllo.
In effetti, potrebbero accadere alcune cose spiacevoli alla lega sciolta nel forno della tua macchina qualora venisse gestita in maniera non corretta.
Prova a pensare, ad esempio, al rame.
Tendenzialmente, non è uno degli elementi più critici dal punto di vista della eventuale deriva termica del processo.
Comunque è fondamentale tenerlo attentamente sotto controllo per evitare una estremizzazione di fenomeni dannosi, portando alla potenziale produzione di pezzi con elevata percentuale di scarto.
Dico questo perché la produzione dello scarto rappresenta un danno enorme per la tua azienda perché è un costo inutile, riduce drasticamente la tua produttività, non ti permette di consegnare in tempo i pezzi ai tuoi clienti e tiene impegnate le tue macchine per apportare le azioni produttive correttive per rimpiazzare i pezzi scarti con pezzi sani che verranno consegnati ai tuoi clienti.
Questa è una cosa deleteria perché non riesci a capire per quale ragione la tua produzione è così incostante, senza risalire alla causa reale della non conformità.
L’incostanza termica è decisamente più dannosa per l’alluminio presente nella lega sciolta nel forno della pressa.
Questo elemento è presente in percentuale più ridotta, tuttavia ha un ruolo strategico nella gestione della lega.
Infatti ha il compito di ridurre il punto di fusione.
Proprio così!
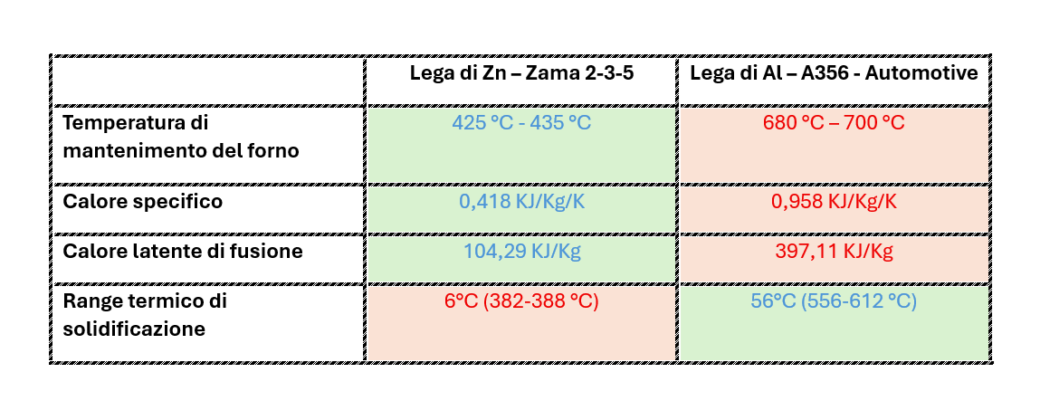
Le leghe di alluminio si colano negli impianti a camera fredda a temperature prossime a circa 700 °C, mentre nella zama ha il compito di diminuire la temperatura di fusione.
Infatti, sebbene lo zinco puro tenderebbe a fondere a temperature prossime a 420 °C, la zama andrebbe colata proprio alle medesime temperature (avendo il punto di fusione, tipicamente, a temperature prossime a circa 387 °C, grazie alla presenza dell’alluminio che ne riduce il punto di fusione).
Non dimenticare questa considerazione: l’alluminio è fortemente ossidabile e genera una pellicola protettiva nei confronti delle parti in acciaio dell’impianto (crogiolo, sifone, prolunga, ecc…).
Solitamente, tende a legarsi a componenti contenenti ferrosi (gli acciai, appunto) generando una dura e leggera scoria che galleggia sul bagno.
Ogni volta che il bagno viene ripulito dalla scoria, tramite una vera e propria asportazione del materiale, tende a calare la percentuale di alluminio presente nella lega.
Ciò può generare aggressività della lega nei confronti dell’acciaio.
Quindi, un errore nella gestione termica del forno, può portare a gravi conseguenze nella gestione della lega e nella conservazione degli acciai (in particolare, puoi compromettere la durata della prolunga).
Anche il magnesio non è immune da problemi di errata gestione delle termiche di processo.
Generalmente, questo elemento viene inserito nella lega per prevenire i dannosi effetti causati dall’ossidazione e dalla conseguente corrosione del materiale.
Esattamente come accade nel caso del ferro, la zama risulta essere instabile rispetto all’aggressione da parte degli agenti atmosferici.
I pezzi in zama, una volta ossidati, tendono a corrodersi ed autodistruggersi (esattamente come la ruggine sgretola i pezzi in ferro).
L’ossido di zinco, assume la forma di una “polverina biancastra”.
Purtroppo, il magnesio ha l’effetto dannoso di opporsi alla buona gestione termica della lega (colabilità).
Per questo motivo è bene non eccedere con la sua percentuale.
Il magnesio è un elemento piuttosto volatile e tende a disperdersi nell’ambiente se portato ad elevate temperature.
La continua rifusione di materozze amplifica la dispersione di magnesio dalla lega.
Inizio ad essere convincente?
Vorrei focalizzare la tua attenzione su questo concetto.
Se le termiche delle tue macchine non sono perfettamente sotto controllo, i profili di iniezione programmati sono totalmente e completamente sballati.
Ma non finisce qui!
Anche un sistema di caricamento automatico dei lingotti, se programmato in maniera errata, può portare ad una pesante deriva delle termiche nel tempo.
Quelle che ti ho elencato, potrebbero essere cause potenziali di uno scarto elevato dovuto ad un processo produttivo fuori controllo.
Potrebbero essere fonti di non conformità legate a errori di progetto o operativi che si potrebbero presentare con ciclicità regolare, senza che tu sappia realmente l’origine della causa che le ha generate.
Ricorda che in fonderia non esistono certezze.
Monitorare e controllare tutti gli aspetti che potenzialmente potrebbero portare in deriva il processo è fondamentale.
Ma tutto ciò deve essere fatto a tavolino, prima di andare in fonderia.
In quel momento il disastro si è già compiuto!
Come puoi evitare questa pesante situazione?
Cerca sempre di affrontare qualsiasi situazione con il buon senso, cerca di aumentare le conoscenze tecniche relative al processo, cerca sempre di essere preparato di fronte ad ogni potenziale situazione problematica che potrebbe presentarsi in fonderia.
Se non disponi delle competenze necessarie, è fondamentale rivolgerti alle persone giuste, quelle che si prendono a cuore i tuoi problemi perché li hanno vissuti in prima persona e li hanno risolti a prezzo dei loro sacrifici e della loro perseveranza, provando e riprovando soluzioni che oggi stanno permettendo a moltissime fonderie di produrre fusioni di ottima qualità con scarti ridotti ai minimi termini.
Evita assolutamente di utilizzare soluzioni improvvisate per gestire le termiche di processo, anche se disponi di tecnologia di ultimissima generazione.
Non puoi mettere la tua fonderia nelle mani di persone troppo agganciate alla teoria: ogni concetto studiato, pensato immaginato a tavolino deve essere provato e testato nella realtà e con la pratica.
D’altra parte, le vecchie figure professionali legate solo alla pratica e all’esperienza sul campo, hanno bisogno di essere completate anche da competenze scientifiche, matematiche, chimiche, meccaniche, di controllo del processo e molto altro.
Oggi, con il mondo della produzione industriale che sta evolvendo verso soluzioni sempre più complesse, con la globalizzazione che avvantaggia i nuovi mercati emergenti, con i clienti che pretendono standard qualitativi all’ennesima potenza a costi tendenti a zero, devi essere specializzato, molto focalizzato sulla risoluzione scientifica di problemi molto precisi.
Non puoi pensare di essere esperto di tutto dando soluzioni a 360° ipotizzandole realmente risolutive.
La “tuttologia” è una scienza che oggi non può funzionare.
Ricorda sempre di analizzare a fondo ogni report della macchina, anche retroattivo.
Questo perché dietro qualsiasi lotto produttivo potrebbe nascondersi l’insidia della non conformità.
Impara anche tu ad acquistare la tecnologia che realmente è necessaria per tenere sotto controllo il maggior numero di variabili di processo (soprattutto le termiche), ma evita assolutamente di usufruirne solo al 30% perché non conosci il corretto funzionamento dei parametri di regolazione più nascosti ma altrettanto importati per il raggiungimento delle massime performance tecniche ed estetiche delle tue fusioni.
Se non hai le competenze necessarie per essere autonomo in queste scelte, rivolgiti, invece, a chi le ha sviluppate seriamente, per aiutarti ad analizzare e controllare il processo di pressofusione con regole matematiche certe, testate e provate in tante fonderie con ottimi risultati.
Applica anche tu un Metodo Certo per Abbattere gli Scarti nella fonderia, un metodo che molte aziende stanno già utilizzando con successo, per non trovarsi mai più nella situazione di produrre scarti elevati senza sapere per quale motivo tutto ciò sta accadendo.
Prevenire è meglio che curare!
Viceversa, può capitare che tu decida di continuare a impiegare vecchi e superati metodi di stabilizzazione delle termiche del processo, perché pensi di avere tutto sotto controllo (fino alla prossima potenziale non conformità del tuo cliente migliore).
Allora, ti ricordo cosa può capitare utilizzando soluzioni improvvisate che non hanno nulla di certo e di sicuro:
-Lavorando con termiche fuori controllo, saresti sempre a rischio di rovinose non conformità.
-Purtroppo non sapresti quali azioni correttive dovresti intraprenderle per evitare che si verifichino di nuovo.
-Tutto ciò inciderebbe pesantemente sui conti economici della tua fonderia.
-Le tue fusioni costerebbero una fortuna a causa delle tue inefficienze.
-Producendo quantità importanti di scarti, la produttività delle tue presse resterebbe ai minimi storici.
Ecco gli importanti risultati che otterrai nella tua azienda se ti affidi al metodo di lavoro giusto.
-Potrai aumentare il tuo fatturato riducendo drasticamente le ore necessarie per tamponare i tuoi problemi di produzione.
-Ridurrai drasticamente i costi legati alle tue inefficienze.
-Potrai abbattere drasticamente gli scarti dovuti agli errori che fino ad oggi non sapevi di commettere.
-Aumenterà il rendimento complessivo dei tuoi impianti.
-Potrai disporre di un processo produttivo perfettamente sotto controllo, con le termiche perfettamente bilanciate.
-Sarai un esempio di efficienza produttiva.
Finalmente potrai anche tu abbattere drasticamente gli scarti grazie al prezioso contributo di un processo produttivo perfettamente stabile, con le termiche delle tue presse estremamente efficienti.
Allora, vuoi scoprire anche tu come molte altre fonderie sono riuscite a uscire una volta per tutte dal tunnel dello scarto incontrollato?
Continua a seguirmi nei prossimi appuntamenti con il corso online; inoltre…
Se veramente sei interessato ad approfondire quanto ti ho appena raccontato…
>>>CLICCA QUI<<<
Roberto Camerin
L’esperto del processo di pressofusione
