LEZIONE 1: SAI A COSA SERVE LA PRIMA FASE?
È fondamentale sapere a cosa serve la prima fase.
È proprio in questo momento che può materializzarsi un disastro produttivo di portata enorme, uno scarto percentuale a doppia cifra, una potenziale non conformità evitabilissima, se tu fossi a conoscenza di alcune informazioni decisamente importanti.
A cosa serve realmente la prima fase, considerata da molti una fase non intrinsecamente legata ad aspetti qualitativi dei pezzi?
Perché esiste e come deve essere programmata la pressa per eseguire una prima fase corretta che ottimizza tutto il restante profilo di iniezione?
Ecco subito una prima risposta.
La prima fase ha il compito di avvicinare la lega allo stato liquido agli attacchi di colata dei pezzi.
Sembrerebbe una cosa innocua e molto semplice da realizzare, ma non è così.
È necessario programmare l’iniezione della pressa affinché vengano rispettati alcuni requisiti durante il percorso di attraversamento del condotto di iniezione da parte della lega allo stato liquido (sto parlando di sifone, prolunga e parte della stampata per le macchine a camera calda e di contenitore e parte della stampata per le macchine a camera fredda).
Ora ti svelo i 3 segreti per programmare la tua pressa in maniera adeguata affinché questa fase venga eseguita correttamente.
1 La velocità del pistone deve essere sufficiente per evitare che il materiale raggiunga gli attacchi di colata a una temperatura troppo bassa.
Il processo deve essere innanzitutto gestito in maniera tale da garantire un ottimo equilibrio termico durante la fase di riempimento.
Se arrivi agli attacchi di colata con il materiale freddo hai già compiuto un deciso salto nel vuoto durante la fase di riempimento dei pezzi.
2 La velocità del pistone deve essere sufficientemente bassa per evitare che il materiale inneschi moti turbolenti durante la fase di attraversamento del condotto di iniezione.
Questa eventualità è da evitare perché, qualsiasi moto turbolento innescato durante la prima fase può portare a rimescolamento di aria con la lega, con il rischio di amplificare la presenza di porosità sui pezzi.
3 Qualsiasi cambiamento di velocità deve avvenire nel modo più dolce e progressivo possibile, per evitare l’innesco di pericolosissime turbolenze nel materiale.
Proprio per questa ragione, i costruttori delle presse hanno inventato le “rampe”.
Prova ad immaginare la differenza tra iniziare la prima fase con una rampa piuttosto che con un gradino.
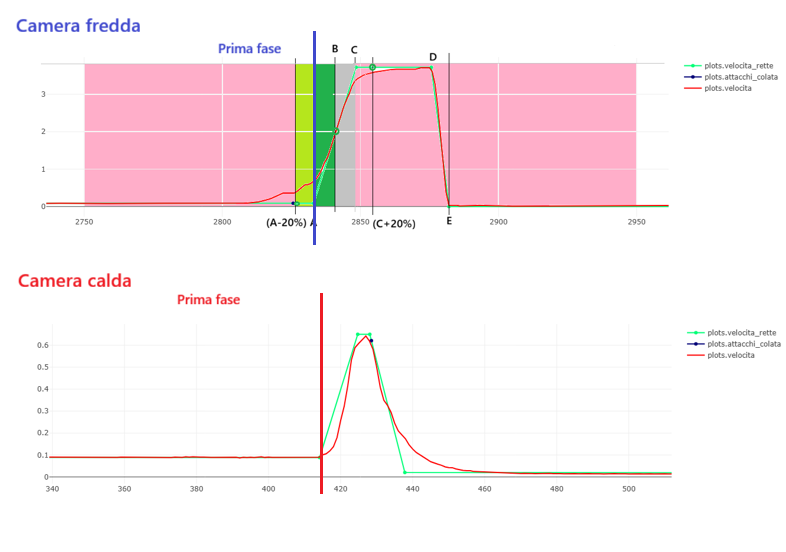
Ti invito a osservare la figura sottostante.

Come vedi, la curva relativa alla prima fase iniziata con una rampa (curva in verde) genera una risposta più dolce rispetto alla curva relativa alla prima fase iniziata con un gradino (curva in rosso).
Questo ti permette di contenere in maniera molto più efficiente le oscillazioni del pistone di iniezione, durante l’inizio del moto, garantendo un minore rimescolamento di materia prima con l’aria presente nel condotto di iniezione.
Grazie a questa ottimizzazione del profilo di iniezione, sei in grado di diminuire la presenza di porosità nei tuoi pezzi.
Attenzione: questo è solo l’inizio; ma già in questo momento ti stai giocando buona parte della compattezza del pezzo!
Parleremo più avanti di altri aspetti strategici che riguardano il riempimento del pezzo e la fase di avvicinamento al riempimento (la prima fase, appunto).
Concludo dicendoti che la velocità di prima fase è talmente importante che per le macchine a camera fredda esiste una formula precisa che consente di calcolarne il valore massimo per evitare l’innesco di turbolenze nel contenitore.
Mi raccomando, ti invito a restare aggiornato con la prossima lezione, dove ti spiegherò quali valori tipici di velocità e di pressione dovresti utilizzare per avvicinarti correttamente agli attacchi di colata dei tuoi pezzi.
Ti invito a restare aggiornato perché è necessario elevare la propria cultura tecnica in fonderia.
Nel corso dei nostri incontri online potrai trovare risposte a domande simili a quelle che ti ho riportato qui sotto.
Sei sicuro di avere scelto le macchine giuste per la tua fonderia?
Di quale dinamica sono dotate le presse che hai acquistato?
Sono in grado di garantire una pressione specifica sul metallo elevata anche durante la fase di riempimento dello stampo?
Per quanto tempo è indispensabile avere a disposizione una elevata pressione specifica sul metallo durante la fase di riempimento dello stampo?
Quanto tempo dura realmente la fase di compattazione dei pezzi?
In effetti, stiamo parlando di una materia molto complessa e se non affronti ognuno di questi punti con le dovute cautele, rischi di sbagliare completamente gli investimenti nella tua fonderia, a volte con un danno economico devastante.
È vitale mettere immediatamente da parte risposte improvvisate a domande precise, è fondamentale appoggiarsi a ragionamenti matematici e scientificamente testati.
Cerca sempre indicazioni precise in merito alla scelta delle migliori macchine per la tua fonderia.
Ogni combinazione macchina – pistone – stampo va sempre opportunamente ragionata: esistono infinite combinazioni in commercio che possono lavorare in maniera più o meno performante ma solo alcune di loro sono in grado di fornirti le migliori performance in termini qualitativi, minimizzando il costo pezzo e massimizzando la cadenza produttiva per garantirti il corretto margine di guadagno per ogni tipo di produzione.
Al termine del nostro corso online vorrei portarti verso una maggiore consapevolezza: complicare oltre il necessario i tuoi impianti, significa aumentarne il tempo di setup e peggiorarne il tempo ciclo; questo ti costringe a regolazioni più complesse e meno stabili nel tempo.
Ricordati: la semplicità prima di tutto.
Ciò che non c’è non si rompe e non ti complica l’esistenza.
Immagina di avere un’isola di pressofusione molto complessa: la macchina, il robot, il termoregolatore, una lubrificazione degli stampi di “ultima generazione”, l’impianto del vuoto, la trancia, il sistema di alimentazione del forno, l’automazione di recupero delle materozze, la telecamera per il riconoscimento dei pezzi, ecc…
Ma se sbagli l’impostazione dei parametri base della prima fase, puoi avere acquistato l’isola di pressofusione più performante del mondo ma otterrai scarsi risultati qualitativi sui pezzi.
Ecco per quale ragione ti invito a restare aggiornato e a seguire tutte le lezioni successive.
Ecco un altro interrogativo molto importante.
Cosa potrebbe accadere di fronte a un fermo macchina durante una manutenzione ordinaria o un guasto?
Visto quanto ti ho accennato al punto precedente, prova ad immaginare l’impatto di tutte quelle complicazioni di fronte a una tematica così importante come il tempo che devi dedicare alla manutenzione ordinaria o il tempo che ti serve per risolvere una emergenza legata ad un guasto che ti genera un fermo macchina.
Ricorda: ciò che è presente in ogni tua isola di pressofusione in fonderia può rompersi o può complicarti la vita!
Ecco cosa ti possono procurare scelte improvvisate che, a conti fatti, in molti casi, si sono possono rivelare come un vero e proprio boomerang per la tua fonderia e per i conti della tua azienda.
Impara a gestire le tue isole di pressofusione con la massima efficienza conoscendo i parametri di regolazione del processo nel migliore modo possibile.
Ho iniziato molti anni fa ad analizzare nel profondo il processo di pressofusione per capire dove possono essere focalizzati margini di miglioramento nei tuoi costi di produzione e nella efficienza della tua fonderia.
Il corso che farai insieme a me ti aiuterà a raggiungere risultati molto importanti in brevissimo tempo.
Ecco come…
Ti aiuterà ad analizzare e a costruire la tua fonderia ideale, composta solo da ciò che ti serve, non prendendo in considerazione l’inutile e il superfluo.
Capirai rapidamente quali sono le caratteristiche progettuali delle macchine migliori per spingere la tua fonderia a livelli qualitativi mai visti.
Ti insegnerà a fare calcoli matematici volti all’analisi del materiale che già possiedi e alla scelta delle reali soluzioni che ti mancano per far veramente decollare la tua fonderia.
Basta essere schiavi delle solite scelte improvvisate e sbagliate.
Per la scelta ottimale del diametro dei pistoni, ti insegnerà a fare calcoli matematici che ti permetteranno di capire se il materiale che già possiedi è idoneo e sufficiente a coprire tutte le esigenze produttive della tua fonderia, garantendo ai tuoi clienti la qualità che pretendono da te ai costi che decidono loro.
Cosa possiamo dire in merito alla cadenza produttiva delle presse?
Con un metodo scientifico e con calcoli matematici precisi e non improvvisati, potrai trovare sempre l’accoppiamento ottimale tra macchina, pistone e stampo.
Tra le possibili combinazioni disponibili, avrai sempre la possibilità di scegliere quella ottimale per l’impianto che ti si libera al momento di produrre un articolo al massimo della qualità e dell’efficienza produttiva della tua fonderia.
Ecco uno dei momenti strategici per abbattere i tempi morti della tua fonderia: il cambio stampo.
Immagina di dover effettuare la sostituzione del tuo stampo più complesso, per fornire il tuo cliente più importante nel tempo più breve possibile perché sei in ritardo con le consegne.
Ora immagina di dover mettere a punto l’isola completa senza conoscere nel profondo le dinamiche di riempimento dei tuoi stampi, i migliori parametri per programmare la prima fase delle tue presse, i valori corretti di velocità del pistone durante il riempimento degli stampi, ecc…
Come pensi di stampare in qualità e senza scarti i pezzi che devi consegnare al tuo migliore cliente nel più breve tempo possibile?
Hai mai provato a leggere e interpretare le curve di iniezione della macchina per capire se hai ottenuto un setup coerente con i parametri di processo che hai progettato?
Hai progettato i parametri di processo prima di montare lo stampo in macchina?
Se si, quali?
Sei pronto a monitorare in linea le stampate che stai per eseguire?
Seguimi con costanza perché potrai anche tu fare tutto questo, liberandoti dal rischio concreto di restare schiavo di soluzioni improvvisate e inutili.
Per finire, ecco un’altra spina nel fianco di chi deve produrre con la massima efficienza: la manutenzione ordinaria o straordinaria.
Finalmente potrai imparare a prevenire prima di curare, senza complicare inutilmente i tuoi impianti in fonderia.
Potrai utilizzare le curve di iniezione e il software del controllo qualità dei tuoi impianti per fare manutenzione predittiva e fermare gli impianti solo quando lo stabilirai tu.
Non escludo il fatto che tu voglia continuare a lavorare con metodi vecchi e inefficienti.
In questo caso non posso impedirti di continuare ad affrontare una serie innumerevole di problemi: ecco cosa potrebbe accadere!
-Potresti acquistare impianti complessi come una navetta spaziale, rendendoli sempre più difficili da gestire e delicati da manutenere.
-Potresti scegliere in maniera improvvisata le combinazioni macchina – pistone – stampo non ottimizzando qualitativamente, economicamente e produttivamente le tue fusioni.
-Una potenziale non conformità potrebbe essere sempre dietro l’angolo.
-Difficilmente riusciresti ad abbattere gli scarti della fonderia.
Ecco gli importanti risultati che otterrai nella tua azienda, se seguirai con costanza questo corso.
-Abbatterai drasticamente i costi energetici.
-Diminuirai le tue inefficienze produttive dovute ad un errato accoppiamento macchina – pistone – stampo.
-Imparerai a fare la manutenzione predittiva ai tuoi impianti per farli fermare solo quando lo deciderai tu.
-Ridurrai la manodopera e i suoi costi.
-Ridurrai molto velocemente gli scarti di produzione.
-Renderai i tuoi impianti più veloci.
Allora, vuoi andare oltre a quello che hai imparato oggi?
Sei curioso di scoprire cosa imparerai con la seconda lezione?
Desideri capire chi sono veramente?
Se veramente sei interessato ad approfondire quanto ti ho appena raccontato…
>>>CLICCA QUI<<<
Roberto Camerin
L’esperto del processo di pressofusione
