LEZIONE 6: COSA ACCADE ALLA PRESSIONE DURANTE LA SECONDA FASE?
Abbiamo chiarito alcuni aspetti riguardo la velocità ottimale del pistone in seconda fase.
Cosa accade, invece, alla pressione, parametro altrettanto strategico per compattare correttamente i pezzi prima che vengano estratti dallo stampo?
In effetti, per curare bene la seconda fase, è fondamentale curare chirurgicamente proprio questi due parametri.
Forse non abbiamo chiarito insieme ancora un aspetto: a cosa serve la seconda fase?
Il compito principale svolto dalla seconda fase è molto semplice: riempire tutto ciò che si trova oltre gli attacchi di colata dello stampo: i pezzi e i fagioli.
Non è altrettanto semplice trovale un profilo di iniezione che la ottimizzi perfettamente dal punto di vista della velocità e della pressione nel corso della durata complessiva del riempimento.
La lezione che stiamo per affrontare ha proprio questo compito: chiarire in maniera dettagliata come devi gestire il profilo di pressione durante il ciclo di riempimento dei pezzi.
Vorrei chiarire un aspetto importante.
La macchina è determinante per garantire che la pressione idraulica al termine della seconda fase sia sufficiente per compattare i pezzi alla pressione specifica sul metallo che hai calcolato in fase di progetto dello stampo.
Immagina di dover stampare regolatori GPL: cosa potrebbe accadere se la pressa andasse in crisi di pressione proprio durante la fase di compattazione dei pezzi?
Perché potrebbe accadere questa spiacevole e pericolosissima eventualità?
Come la potresti prevenire?
Attenzione: in questi ultimi anni si sta modificando rapidamente e pesantemente il modo di lavorare.
Per questa ragione può capitare che presse che hai acquistato solo 5 anni fa possano essere già superate.
Per quale ragione?
In effetti, qualche anno fa gli impianti si ordinavano facendo un paio di ragionamenti che oggi sono palesemente superati.
Oggi è necessario evolvere le tue conoscenze relativamente alle presse e al loro funzionamento.
Oggi, la sostituzione di un vecchio impianto si esegue anche con un impianto di differenti caratteristiche; aumentare il tonnellaggio della pressa o la forza di chiusura non porta necessariamente a vantaggi evidenti e, in questo caso, diventa fondamentale capire tramite la formazione cosa va analizzato in fase di acquisto di una pressa, magari facendoti aiutare dal tuo fornitore di macchine, ma con le idee molto chiare riguardo il tuo acquisto.
I recenti incentivi legati al mondo dell’industria 4.0 hanno sicuramente dato linfa vitale a un processo di rinnovamento della tecnologia produttiva delle aziende lungimiranti, innovative, con manager perspicaci e intelligenti.
Questa premessa mi serve per fare una semplicissima considerazione.
Per evitare di sbagliare un investimento importante, come un impianto di pressofusione, è necessario che le tue competenze tecniche crescano al massimo delle tue possibilità.
Focalizzandoci sul concetto di pressione, i sistemi ad accumulo energetico idraulico in alternativa a soluzioni classiche basate sul semplice utilizzo della pompa idraulica (oggi in quasi tutte le applicazioni si utilizzano inverter per ottimizzare i consumi energetici) o degli accumulatori, hanno portato a migliorie importanti nell’efficienza energetica delle presse.
Tuttavia questo approccio di progettazione ha portato anche ad un notevole vantaggio tecnico: le cadute di pressione durante i normali cicli di iniezione del metallo nello stampo si sono ridotte ai minimi termini e le performance in termini di pressione specifica sul metallo dinamica sono sensibilmente migliorate.
Traduzione: una maggiore pressione specifica sul metallo durante la fase dinamica di riempimento dello stampo ti consente di avere i pezzi più compatti ad un costo pezzo inferiore.
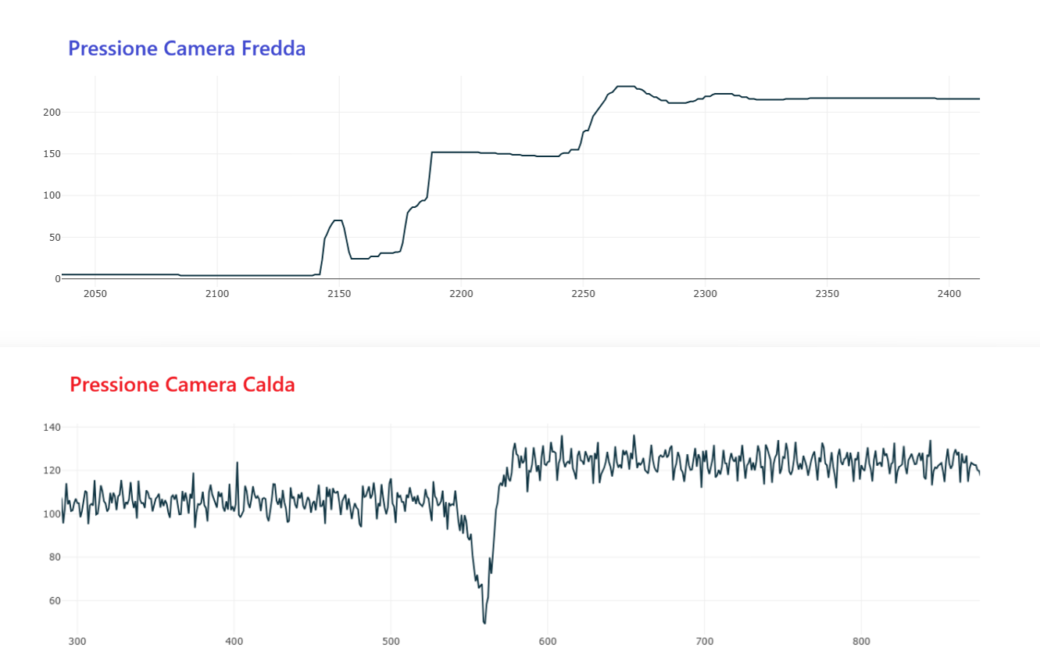
Per capire meglio cosa ti sto dicendo, osserva con attenzione le curve di iniezione che ti ho riportato di seguito e guarda l’escursione della curva di pressione (quella in verde) durante il ciclo di riempimento dello stampo.

Nel momento in cui la seconda fase è stata lanciata (ovvero, dopo che la curva rossa della velocità raggiunge il suo valore massimo), la pressione idraulica del gruppo iniezione crolla pesantemente: in questo caso dimezza il suo valore passando da circa 170 Bar a circa 80 Bar.
Questo aspetto è estremamente penalizzante se stai stampando un pezzo tecnico; infatti, se stai compattando il pezzo con una pressione di linea pari a circa la metà di quella che realmente ti serve, come puoi pensare di stampare correttamente i tuoi pezzi (magari i famosi regolatori GPL)?
Purtroppo esiste un secondo problema che può essere fonte di disastri nascosti, latenti e devastanti perché nella maggior parte dei casi non ne sai riconoscere la causa.
Torniamo ad analizzare la curva di pressione: ti faccio notare una cosa importantissima.
Nel momento in cui lo stampo si è completamente riempito (ovvero, quando la curva blu della corsa diventa praticamente orizzontale al termine della fase di riempimento), la pressione idraulica del gruppo iniezione raggiunge il minimo storico (circa 80 Bar) e raggiunge il valore ottimale (circa 170 Bar) dopo che sono trascorsi almeno 25 ms.
Questo aspetto è particolarmente deleterio; ora ti spiego per quale ragione.
Nel caso della zama, dove si progettano attacchi di colata di spessore medio di circa 0,5mm, gli attacchi stessi solidificano in un tempo prossimo o inferiore a circa 10ms; questo significa che quando il gruppo iniezione può avere nuovamente a disposizione la massima pressione di linea (circa 170 Bar), in realtà, stai compattando materozza e canali ma non i pezzi.
Ecco per quale ragione la pressione di iniezione dinamica della pressa (che si riflette sulla pressione specifica sul metallo dinamica sui pezzi) è determinante per compattare correttamente le fusioni.
Quindi possiamo giungere a una conclusione molto importante.
La capacità della pressa di garantire cadute di pressione minime dopo aver lanciato la seconda fase è determinante per la corretta compattazione delle tue stampate.
Ecco pronte per te alcune domande, per le quali, ora, conoscerai sicuramente la risposta più opportuna.
Sei sicuro di avere scelto le macchine giuste per la tua fonderia?
Di quale dinamica sono dotate le presse che hai acquistato?
Sono in grado di garantire una pressione specifica sul metallo elevata anche durante la fase di riempimento dello stampo?
Per quanto tempo è indispensabile avere a disposizione una elevata pressione specifica sul metallo durante la fase di riempimento dello stampo?
Quanto tempo dura realmente la fase di compattazione dei pezzi?
È vitale mettere immediatamente da parte risposte improvvisate a domande precise, è fondamentale appoggiarsi a ragionamenti matematici e scientificamente testati.
Cerca sempre indicazioni precise in merito alla scelta delle migliori macchine per la tua fonderia.
Ogni combinazione macchina – pistone – stampo va sempre opportunamente ragionata: esistono infinite combinazioni in commercio che possono lavorare in maniera più o meno performante ma solo alcune di loro sono in grado di fornirti le migliori performance in termini qualitativi, minimizzando il costo pezzo e massimizzando la cadenza produttiva per garantirti il corretto margine di guadagno per ogni tipo di produzione.
Scelte improvvisate, a conti fatti e in molti casi, si sono possono rivelare come un vero e proprio boomerang per la tua fonderia e per i conti della tua azienda.
Analizza con la massima attenzione ogni soluzione che ti viene proposta e che potrebbe inutilmente portarti alla complicazione di gestione dei tuoi impianti in fonderia.
Sto facendo da anni queste valutazioni, da quando ho iniziato a voler analizzare nel profondo il processo di pressofusione per capire dove possono essere focalizzati margini di miglioramento nei tuoi costi di produzione e nella efficienza della tua azienda.
Venderti qualcosa per fare cassa non è mio obiettivo: per me è fondamentale aiutarti a risolvere i problemi che ti perseguitano da anni.
Ecco come…
Ti aiuterò ad analizzare e a costruire la tua fonderia ideale, composta solo da ciò che ti serve, non prendendo in considerazione l’inutile e il superfluo.
Capirai rapidamente quali sono le caratteristiche progettuali delle macchine migliori per spingere la tua fonderia a livelli qualitativi mai visti.
Ti insegnerò a fare calcoli matematici volti all’analisi del materiale che già possiedi e alla scelta delle reali soluzioni che ti mancano per far veramente decollare la tua fonderia.
Per la scelta ottimale del diametro dei pistoni, ti insegnerò a fare calcoli matematici che ti permetteranno di capire se materiale che già possiedi è idoneo e sufficiente a coprire tutte le esigenze produttive della tua fonderia, garantendo ai tuoi clienti la qualità che pretendono da te ai costi che decidono loro.
Cosa possiamo dire in merito alla cadenza produttiva delle presse?
Con un metodo scientifico e con calcoli matematici precisi e non improvvisati, finalmente anche tu sarai in grado di trovare sempre l’accoppiamento ottimale tra macchina, pistone e stampo.
Tra le possibili combinazioni disponibili, avrai sempre la possibilità di scegliere quella ottimale per l’impianto che ti si libera al momento di produrre un articolo al massimo della qualità e dell’efficienza produttiva della tua fonderia.
Ecco uno dei momenti strategici per abbattere i tempi morti della tua fonderia: il cambio stampo.
Immagina di dover effettuare la sostituzione del tuo stampo più complesso, per fornire il tuo cliente più importante nel tempo più breve possibile perché sei in ritardo con le consegne.
Hai in fonderia un impianto complicatissimo e, magari, devi consegnare solo 500, 1.000 pezzi!
Prova a farti questa domanda.
Prima di circondare la tua macchina da tutti questi accessori (ripeto, alcuni magari utili, ma altri assolutamente non necessari in alcune applicazioni), hai provato a leggere e interpretare le curve di iniezione della macchina per capire se hai ottenuto un setup coerente con i parametri di processo che hai progettato?
Hai progettato i parametri di processo prima di montare lo stampo in macchina?
Se si, quali?
Sei pronto a monitorare in linea le stampate che stai per eseguire?
Io ti insegnerò a fare tutto questo, liberandoti dal rischio concreto di restare schiavo di soluzioni improvvisate e inutili.
Per finire, ecco un’altra spina nel fianco di chi deve produrre con la massima efficienza: lo scarto incontrollato.
Finalmente avrai nella tua azienda qualcuno che ti insegnerà a prevenire prima di curare, a capire come prevenire problemi che possono portare fuori controllo la tua produzione.
Imparerai a utilizzare le curve di iniezione e il software del controllo qualità dei tuoi impianti per regolare perfettamente l’iniezione monitorare costantemente la tua produzione.
Non escludo il fatto che tu voglia continuare a lavorare con metodi vecchi e inefficienti.
In questo caso non posso impedirti di incontrare una serie innumerevole di problemi: ecco cosa potrebbe accadere!
-Potresti acquistare impianti complessi come una navetta spaziale, rendendoli sempre più difficili da gestire e delicati da manutenere.
-Potresti scegliere in maniera improvvisata le combinazioni macchina – pistone – stampo non ottimizzando qualitativamente, economicamente e produttivamente le tue fusioni.
-Una potenziale non conformità sarebbe sempre dietro l’angolo.
-Lo scarto incontrollato sarebbe una amara realtà quotidiana.
Ecco gli importanti risultati che otterrai nella tua azienda, se ti affidi al metodo giusto.
-Abbatterai drasticamente i costi energetici.
-Diminuirai le tue inefficienze produttive dovute ad un errato accoppiamento macchina – pistone – stampo.
-Imparerai a fare la manutenzione predittiva ai tuoi impianti per farli fermare solo quando lo deciderai tu.
-Ridurrai la manodopera e i suoi costi.
-Ridurrai molto velocemente gli scarti di produzione.
-Renderai i tuoi impianti più veloci.
Allora, anche tu vuoi finalmente diventare un esempio di efficienza nel campo della pressofusione?
Non perdere assolutamente la prossima lezione
Ma, soprattutto,…
…se veramente sei interessato ad approfondire quanto ti ho appena raccontato…
>>>CLICCA QUI<<<
Roberto Camerin
L’esperto del processo di pressofusione
