LEZIONE 5: QUALE VELOCITÀ DEVE AVERE IL PISTONE IN SECONDA FASE?
Dopo aver analizzato la migliore velocità che il pistone di iniezione può assumere in prima fase, è arrivato il momento di valutare lo stesso parametro in seconda fase.
Come si determina questo parametro in maniera precisa e dettagliata?
Esiste un unico valore da cercare o puoi permetterti una regolazione con un range di valori più o meno ampio?
Cosa determina il margine di stabilità del parametro che hai appena calcolato e cosa può, eventualmente, portare in deriva il tuo processo produttivo in un tempo più o meno breve mettendo in crisi la qualità delle tue fusioni?
Seguimi attentamente e troverai le risposte alle domande che ti ho messo sul tavolo.
Iniziamo a rispondere insieme ai quesiti, a partire dal primo.
1-Come si determina questo parametro in maniera precisa e dettagliata?
Naturalmente è necessario valutare l’accoppiamento macchina – pistone – stampo che hai in fonderia in questo momento.
È ovvio che ogni tipo differente di accoppiamento richiede una velocità di seconda fase del pistone differente.
In questo caso è lo stampo che deve comandare l’accoppiamento.
Il “tallone d’Achille” del sistema è rappresentato dalla “velocità di attacco” della lega, ovvero la velocità di attraversamento della lega allo stato liquido della zona di alimentazione (o di ingresso) del pezzo.
Infatti esiste una velocità minima che deve essere assunta dalla lega affinché il pezzo abbia performance meccaniche sufficienti: cercando di semplificarti le cose al massimo livello (mi rendo conto che sto facendo una approssimazione ma sto cercando di darti importanti informazioni in uno spazio relativamente breve), potrei riassumerti tutto in questo modo.
Se stai colando zama, è molto probabile che la velocità minima che dovrebbe assumere la lega nella zona di attacco sia prossima a circa 30-40 m/s, mentre se stai colando alluminio questo valore potrebbe essere prossimo a 20-30 m/s.
Allo stesso modo, esiste una massima velocità che deve essere assunta dalla lega durante la fase di attraversamento degli attacchi di colata, oltre la quale potrebbe manifestarsi il problema delle porosità da ritiro (che generalmente si focalizza proprio nella zona limitrofa agli attacchi di colata) o potrebbe erodersi lo stampo (sempre in zona limitrofa agli attacchi) a causa degli elevati attriti che potrebbero manifestarsi durante il riempimento del pezzo.
In sostanza, tutto si traduce nella seguente affermazione.
Se stai colando zama, è molto probabile che la velocità massima che dovrebbe assumere la lega nella zona di attacco sia prossima a circa 60-65 m/s, mentre se stai colando alluminio questo valore potrebbe essere prossimo a 50-55 m/s.
Poiché stiamo parlando di un sistema idraulico (il pistone e gli attacchi di colata sono collegati tra loro tramite i vari condotti di iniezione di macchina e stampo), è ovvio che per rispettare i valori di velocità della lega, il pistone dovrà assumere, a sua volta, valori di velocità molto precisi e calcolati a priori.
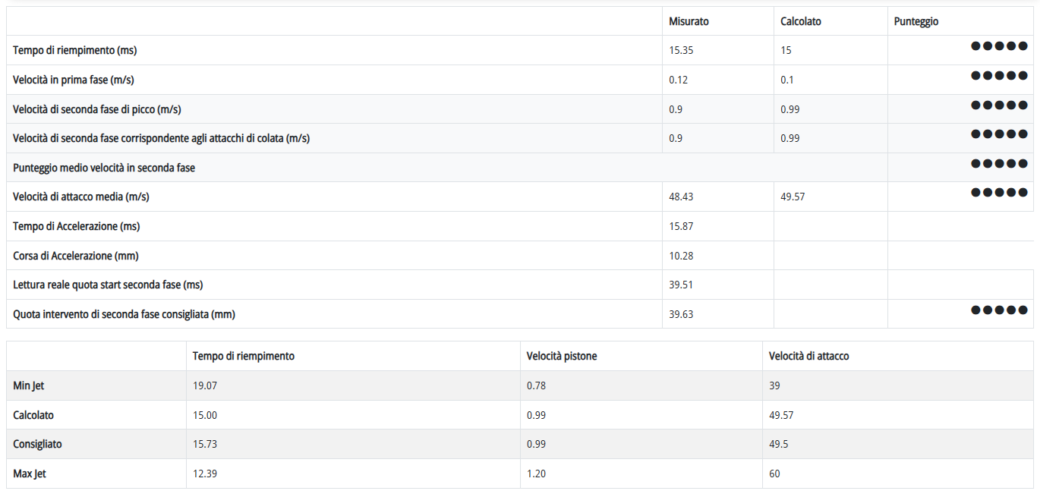
A titolo di esempio, ti riporto una simulazione nella quale, uno stampo per alluminio a 8 impronte deve essere montato su una pressa che deve mantenere una velocità di attacco media pari a circa 42 m/s (il range ottimale calcolato è tra 25 e 50 m/s) e deve essere determinato il migliore accoppiamento macchina – pistone per raggiungere questo target.
Ebbene, nella tabella sottostante puoi osservare come diverse combinazioni macchina – pistone diano differenti velocità di seconda fase del pistone per raggiungere i 42 m/s nella zona di attacco.

Quale significato puoi dare a questa tabella?
Come vedi, esistono differenti valori di velocità di seconda fase che il pistone deve assumere, in funzione del suo diametro, per fare in modo che la velocità di attacco della lega sia prossima a circa 42 m/s.
Questo aspetto è vitale per scegliere l’accoppiamento più corretto.
Infatti, ti faccio notare anche una seconda cosa molto importante.
Non tutti gli accoppiamenti sono corretti per fare in modo che la velocità di attacco della lega sia prossima a circa 42 m/s: quelli in rosso determinano un accoppiamento sottodimensionato da parte della macchina, quelli in giallo determinano un accoppiamento sovradimensionato da parte della macchina mentre quelli in verde sono da ritenersi ottimali.
Per calcolare la velocità del pistone, quindi, devi semplicemente calcolare un equilibrio tra le portate e il gioco è fatto.
2-Esiste un unico valore da cercare o puoi permetterti una regolazione con un range di valori più o meno ampio?
Ti faccio notare che abbiamo ampiamente risposto anche a questa domanda: in effetti, se esiste un range di valori ben preciso per le velocità di attacco (per l’alluminio è tra circa 25 e 50 m/s mentre per la zama è tra circa 40 e 60 m/s), è ovvio che il pistone di iniezione, in seconda fase, sarà soggetto alla medesima regola.
3-Cosa determina il margine di stabilità del parametro che hai appena calcolato e cosa può, eventualmente, portare in deriva il tuo processo produttivo in un tempo più o meno breve mettendo in crisi la qualità delle tue fusioni?
È ovvio che per quanto concerne la stabilità del processo (ovvero la capacità di mantenere costante la velocità di attacco, nel nostro esempio stabilito a circa 42 m/s) è vitale la precisione della macchina.
Esistono macchine che sono in grado di mantenere costanti nel tempo i loro parametri produttivi (particolarmente vantaggiosa è la tecnologia dell’anello chiuso), mentre esistono macchine che sono facilmente influenzabili da variazioni di condizioni esterne (temperatura del glicole, invecchiamento, cadute di pressione, ecc…): in questo caso mantenere costanza e margini di processo diventa molto più difficile e problematico.
Con le macchine ad anello chiuso hai anche un effetto collaterale: si allungano leggermente i tempi di risposta (in alcuni casi potrebbe riflettersi sulla prontezza ad accelerare in tempi brevissimi); tuttavia i benefici di avere un profilo di iniezione stabile e perfettamente replicabile nel tempo sono infiniti e particolarmente evidenti.
Come vedi, quando iniziamo a parlare della seconda fase (che corrisponde al riempimento della parte più nobile della tua stampata) le cose si complicano decisamente.
Purtroppo, nel campo della pressofusione, le cose si complicano ulteriormente, perché sto notando, purtroppo, una cronica mancanza di cultura e di informazioni tecniche, indispensabili per fare scelte corrette, investimenti mirati a spendere il denaro aziendale in maniera assolutamente efficiente e proficua.
Prova a rispondere agli ulteriori interrogativi che ti ho riportato di seguito.
Come gestisci il profilo di iniezione della tua pressa in seconda fase?
I diametri dei pistoni che stai usando sono coerenti con gli stampi che devi montare sulle tue presse?
Hai calcolato correttamente il valore assoluto della velocità di seconda fase necessario per riempire correttamente le impronte?
È un valore facilmente raggiungibile dalla pressa?
Il punto di lavoro che hai trovato è stabile nel tempo o piccole variazioni di condizioni al contorno mandano pesantemente in deriva l’equilibrio che hai trovato?
Come vedi, la materia è molto complessa e se non affronti ognuno di questi punti con le dovute cautele, rischi di sbagliare completamente le regolazioni degli impianti nella tua fonderia, a volte con un danno economico devastante.
Se le considerazioni che ti ho messo sul tavolo non sono note, è importante che trovi qualcuno che le sviluppi insieme a te.
Anche la semplicità degli impianti che acquisti si riflette pesantemente sulla loro regolazione e sul tempo che ti serve per completare il setup dell’accoppiamento.
Ora immagina di trovarti di fronte a un fermo macchina durante una manutenzione ordinaria o un guasto.
Visto quanto ti ho accennato al punto precedente, prova ad immaginare l’impatto di una serie di complicazioni di fronte a una tematica così importante come il tempo che devi dedicare alla manutenzione ordinaria o il tempo che ti serve per risolvere una emergenza legata ad un guasto che ti genera un fermo macchina.
Ricorda: ciò che è presente in ogni tua isola di pressofusione in fonderia può rompersi o può complicarti la vita!
Analizza con la massima attenzione ogni soluzione che ti viene proposta e che potrebbe inutilmente portarti alla complicazione di gestione dei tuoi impianti in fonderia e verifica sempre l’efficienza del gruppo iniezione della pressa che stai per acquistare.
Sto facendo da anni queste valutazioni, da quando ho iniziato a voler analizzare nel profondo il processo di pressofusione per capire dove possono esserci margini di miglioramento nel tuoi costi di produzione e nella efficienza della tua fonderia.
Oggi ti resta una importantissima missione da compiere: raggiungere la massima efficienza produttiva.
Ecco come mi impegno io ad analizzare e risolvere le inefficienze della tua fonderia.
Ti aiuterò ad analizzare e a costruire la tua fonderia ideale, composta solo da ciò che ti serve, non prendendo in considerazione l’inutile e il superfluo.
Ti insegnerò a fare calcoli matematici volti all’analisi del materiale che già possiedi e alla scelta delle reali soluzioni che ti mancano per far veramente decollare la tua azienda.
Basta essere schiavi di scelte improvvisate e sbagliate.
Per la scelta ottimale del diametro dei pistoni, ti insegnerò a fare calcoli matematici che ti permetteranno di capire se il materiale che già possiedi è idoneo e sufficiente a coprire tutte le esigenze produttive della tua azienda, garantendo ai tuoi clienti la qualità che pretendono da te ai costi che decidono loro.
Cosa possiamo dire in merito alla cadenza produttiva delle presse?
Con un metodo scientifico e con calcoli matematici precisi e non improvvisati, finalmente anche tu sarai in grado di trovare sempre l’accoppiamento ottimale tra macchina, pistone e stampo.
Tra le possibili combinazioni disponibili, avrai sempre la possibilità di scegliere quella ottimale per l’impianto che ti si libera al momento di produrre un articolo al massimo della qualità e dell’efficienza produttiva della tua fonderia.
Ecco uno dei momenti strategici per abbattere i tempi morti: il cambio stampo.
Immagina di dover effettuare la sostituzione del tuo stampo più complesso, per fornire il tuo cliente più importante nel tempo più breve possibile perché sei in ritardo con le consegne.
Ora immagina di dover mettere a punto un’isola di lavoro complicatissima.
Magari devi consegnare solo 1.000, 1.500 pezzi!
Prova a farti questa domanda.
Prima di complicare eccessivamente le cose, hai provato a leggere e interpretare le curve di iniezione della macchina per capire se hai ottenuto un setup coerente con i parametri di processo che hai progettato?
Hai progettato i parametri di processo prima di montare lo stampo in macchina?
Se si, quali?
Sei pronto a monitorare in linea le stampate che stai per eseguire?
Io ti insegnerò a fare tutto questo, liberandoti dal rischio concreto di restare schiavo di soluzioni improvvisate e inutili.
Per finire, ecco un’altra spina nel fianco di chi deve produrre con la massima efficienza: la manutenzione ordinaria o straordinaria.
Finalmente avrai nella tua azienda qualcuno che ti insegnerà a prevenire prima di curare, senza complicare inutilmente i tuoi impianti in fonderia.
Finalmente ti insegnerò a utilizzare le curve di iniezione e il software del controllo qualità dei tuoi impianti per fare manutenzione predittiva e fermare gli impianti solo quando lo stabilirai tu.
Purtroppo, per te non potrò fare nulla se deciderai di restare legato a concetti di lavoro inefficienti e decisamente datati.
Allora, ti ricordo cosa potrebbe capitare affrontando i tuoi problemi in maniera inefficiente.
-Rischieresti spesso di effettuare regolazioni degli impianti poco stabili nel tempo.
-Le tue fusioni sarebbero facilmente soggette a pericolosissime porosità da ritiro.
-I tuoi stampi potrebbero avere durate decisamente limitate.
-Sarebbe perennemente presente in fonderia il rischio di scarto incontrollato e incostante.
Ecco gli importanti risultati che otterrai nella tua fonderia, se ti affidi alla persona giusta.
-Ridurrai molto velocemente gli scarti di produzione.
-Ridurrai drasticamente i costi energetici utilizzando sempre impianti correttamente dimensionati.
-Diminuirai le inefficienze produttive dovute ad un errato accoppiamento macchina – pistone – stampo.
-Effettuerai sempre regolazioni impeccabili dei tuoi impianti.
-Ridurrai la manodopera e i suoi costi.
-Renderai i tuoi impianti più veloci.
Allora, anche tu vuoi vedere decollare la produttività delle tue macchine e la qualità dei tuoi prodotti?
Continua a seguirmi con la prossima lezione!
Inoltre…
…se veramente sei interessato ad approfondire quanto ti ho appena raccontato…
>>>CLICCA QUI<<<
Roberto Camerin
L’esperto del processo di pressofusione
